
 Система TRM, которая пришла к нам из-за рубежа и имеет название на английском языке Total Productive Maintenance представляет собой концептуальный подход к управлению системой предприятия, направленной на ремонты и обслуживание оборудования. Нужно отметить, что у данной системы есть своего рода аналог, отражающий философию всеобщего управления качеством TQM (Total Quality Management). TPM предполагает альянс между ремонтными и производственными подразделениями, цели которых порой противоречат друг другу. Подход подразумевает, что ответственность за поддержание оборудования в исправном состоянии несут все работники, включая операторов, механиков, менеджеров и инженеров. TPM является системой, обеспечивающей идеальное совмещение эффективного использования производственных мощностей
Система TRM, которая пришла к нам из-за рубежа и имеет название на английском языке Total Productive Maintenance представляет собой концептуальный подход к управлению системой предприятия, направленной на ремонты и обслуживание оборудования. Нужно отметить, что у данной системы есть своего рода аналог, отражающий философию всеобщего управления качеством TQM (Total Quality Management). TPM предполагает альянс между ремонтными и производственными подразделениями, цели которых порой противоречат друг другу. Подход подразумевает, что ответственность за поддержание оборудования в исправном состоянии несут все работники, включая операторов, механиков, менеджеров и инженеров. TPM является системой, обеспечивающей идеальное совмещение эффективного использования производственных мощностей
и затраты на поддержание их в рабочем состоянии за счет уменьшения поломок и простоев, а также увеличения производительности и совершенствования оборудования. ТМР включает в себя конструирование, использование и техническое обслуживание производственных мощностей.

В концепции Всеобщего ухода за оборудованием слово «всеобщий» появилось не случайно. TPM гораздо сложнее собственно ухода за станками, он надежно связывает качество работы оборудования с качеством продукта, безопасностью условий труда, квалифицированностью и ответственностью сотрудников. Как реализуются в рамках TPM эти направления?
Образно представить концепцию Всеобщего ухода за оборудованием можно в виде здания из восьми колонн, в фундаменте которого лежит система организации рабочих мест 5S (рис. 1).
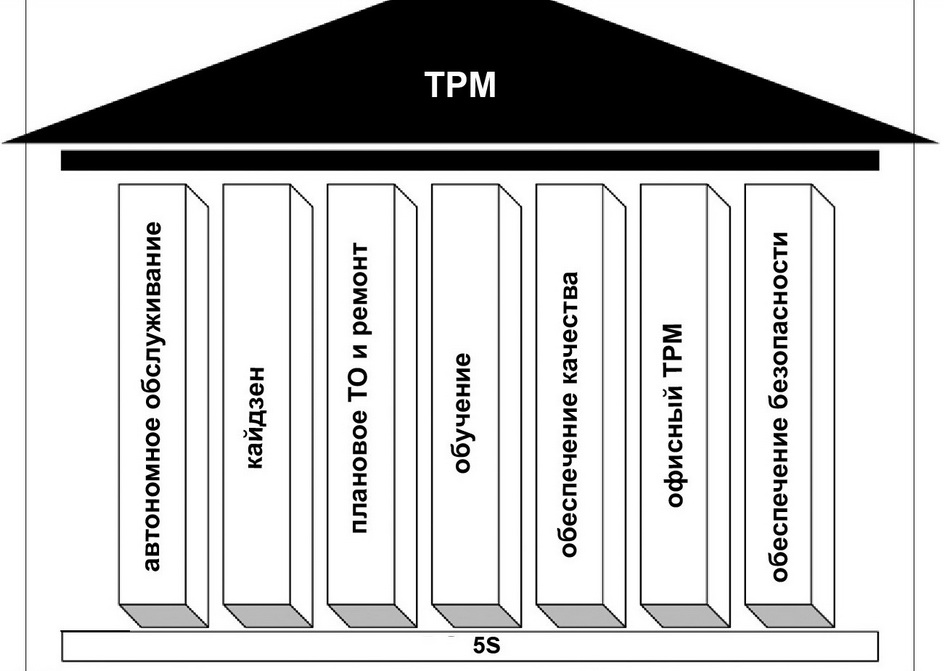
Рис. 1. Основные компоненты TPM
Чтобы максимально эффективно использовать потенциал концепции для блага вашей компании, необходимо в равной степени проработать все восемь компонентов TPM. Разберем, какие меры должны быть предприняты по каждому направлению работы.
I. 5S
Фундаментом TPM является 5S, поскольку первым шагом на пути к улучшению является визуализация проблем, а уборка и организация рабочего пространства помогают команде обнаружить проблемы.
1. Seiri – Сортировка.
Оцените, насколько часто используется каждый предмет, находящийся на рабочем месте. Правильное распределение инвентаря значительно сокращает время его поиска.
Таблица 1. Принцип сортировки инвентаря
| Частота использования | Приоритет | Решение |
|---|---|---|
| Менее раза в год; раз в год | Низкий | Выбросить, удалить с рабочего места |
| Как минимум два месяца в полгода; раз в месяц; раз в неделю | Средний | Хранить в пределах рабочего места |
| Ежедневно | Высокий | Хранить на рабочем месте в пределах досягаемости |
На данном этапе каждый предмет оценивается с точки зрения его полезности, а не стоимости!
2. Seiton – Самоорганизация.
- в зависимости от частоты использования определите место каждого инструмента;
- используйте цветные ярлыки или бирки с названиями для облегчения поиска нужного предмета;
- возвращайте инструмент на место после использования;
3. Seiso – Систематическая уборка.
Рабочее место должно приводиться в порядок в конце каждого рабочего дня. Недопустимы мусор, отходы производства, брошенные инструменты, утечки смазочных материалов и т.п.
4. Seiketsu – Стандартизация.
В ходе совместных обсуждений устанавливаются стандарты чистоты на рабочем месте/станках/в проходах. Следование этим стандартам обязательно на всей территории предприятия и периодически проверяется. Разработайте чек-листы для проверки соблюдения стандартов.
5. Shitsuke – Совершенствование.
Сделайте 5S частью корпоративной культуры предприятия и элементом самодисциплины рабочих.
II. Автономное обслуживание
Обучив операторов самостоятельно осуществлять мелкий ремонт и уход за оборудованием с соблюдением требований эксплуатации, вы продлите срок службы оборудования, снизите потери и частоту возникновения дефектов и серьезных неисправностей.
Пошаговый алгоритм внедрения автономного обслуживания состоит из:
1. Подготовка работников. Информирование работников об основах TPM и преимуществах автономного обслуживания, обучение операторов методам устранения неисправностей оборудования. На этом этапе важно наладить координацию работы операторов сотрудниками службы техобслуживания.
2. Предварительная (обучающая) чистка оборудования.
- Мастер цеха и технический специалист договариваются о проведении совместной чистки оборудования.
- Подбирается необходимый инвентарь.
- В условленный день операторы проводят чистку оборудования, сотрудники службы техобслуживания курируют работу.
- При чистке отмечаются мелкие неисправности, затрудняющие работу и уход за оборудованием: утечки масла, свисающие провода, разжатые гайки и болты, изношенные детали.
- После чистки обнаруженные неисправности помечаются в соответствии со сложностью: белые ярлыки означают, что проблема может быть устранена оператором, красные ярлыки указывают на то, что для устранения неполадки требуется помощь специалиста.
- Все проблемы заносятся в журнал.
- Отмечаются труднодоступные места, где осмотр оказался невозможен.
3. Принятие профилактических мер
- Необходимо рассмотреть возможность уменьшить количество труднодоступных мест: изменить планировку, упростить открытие корпуса оборудование и пр.
- Осуществляется контроль износа деталей оборудования для своевременной их замены.
- Контролируется внутреннее состояние оборудование, недопустимо накопление грязи.
4. Разработка предварительных стандартов автономного обслуживания
- Распорядок осуществления автономного обслуживания необходимо создать уже на первых этапах работы.
- Составьте отдельные рабочие инструкции и расписание для чистки, смазки и осмотра оборудования. В них должно быть указано, какая работа и как должна быть сделана и кто ответственен за ее выполнение.
5. Общий техосмотр
- Операторы проходят подготовку по осуществлению автономного обслуживания, включая такие направления, как пневматические устройства, электроприборы, гидравлика, смазочные и охлаждающие материалы, приводные устройства, гайки и болты, техника безопасности и другое, в зависимости от требований.
- Уровень технической подкованности персонала и грамотность проведения ими осмотра оборудования должны регулярно оцениваться и при необходимости повышаться.
- Обучение основам TPM должны пройти 100% сотрудников.
6. Самостоятельный техосмотр
- Использование новых методов чистки и смазки.
- Совместно с мастером каждый оператор составляет график самостоятельного осмотра оборудования.
- Детали, никогда не выходившие из строя, или же детали, не требующие периодических осмотров, вычеркиваются из графика.
- В самостоятельное техническое обслуживание входит осмотр в рамках планово-предупредительного ремонта.
- Частота осмотров устанавливается исходя из опыта работы оператора на данном оборудовании.
7. Стандартизация
- Предварительные стандарты изменяются в соответствии с результатами техосмотра.
- Новые стандарты должны относиться не только к оборудованию, но и к состоянию рабочего места: оно должно содержаться в чистоте и быть удобно организовано, чтобы поиск и использование нужного инструмента не были ничем затруднены.
- Сотрудники должны строго следовать правилам эксплуатации оборудования.
- Необходимые запчасти заказываются и доставляются заранее!
8. Самостоятельная эксплуатация и ремонт
- Необходимо мотивировать работников к непрерывному улучшению своей работы
- Для внедрения кайдзен необходимо следовать алгоритму PDCA (планирование-действие-проверка-корректировка).
III. Кайдзен
Основной целью TPM является повышение эффективности оборудования. Кайдзен, стимулирующий постоянное участие всех сотрудников предприятия в совершенствовании процессов и устранении потерь, имеет в этой работе большое значение:
- Объявите о запуске системы непрерывных улучшений (в рамках общей стратегии повышения эффективности работы предприятия), объясните, какие выгоды ее внедрение принесет самим рабочим (работа в более удобных и безопасных условиях и др.);
- Обучите сотрудников механизму поиска и устранения потерь в работе оборудования;
- Сформируйте систему материальных и нематериальных поощрений: грамоты, дипломы, премии, процент от финансовой выгоды внедрения рацпредложения, конкурсы и др.
Контрольный список основных источников потерь, на которых операторам следует сконцентрироваться в первую очередь, представлен в таблице 2. Вы можете дополнить его источниками потерь, характерными для вашего предприятия.
Таблица 2. Чек-лист основных источников потерь на предприятии
| № | Источники потерь | Категория | Да/Нет |
|---|---|---|---|
| 1 | Неисправность оборудования | Потери, снижающие эффективность оборудования | |
| 2 | Настройка/переналадка оборудования | ||
| 3 | Затупление режущих элементов оборудования (снижение качества и скорости работы) | ||
| 4 | Время запуска («разгона») оборудования | ||
| 5 | Простои | ||
| 6 | Снижение скорости работы оборудования | ||
| 7 | Дефекты, требующие исправления | ||
| 8 | Плановая остановка оборудования | ||
| 9 | Ошибки операторов, требующие исправления | Потери, снижающие эффективность работы персонала | |
| 10 | Сбои в рабочем ходу оборудования | ||
| 11 | Простои, вызванные сбоем на предыдущем этапе производственного процесса | ||
| 12 | Неэффективная логистика (комплектующие не доставлены вовремя и др.) | ||
| 13 | Некорректная настройка оборудования, требующая «подгонки» | ||
| 14 | Потери энергии | Потери, препятствующие эффективному использованию производственных ресурсов. | |
| 15 | Порча заготовок, шаблонов; поломка инструмента. | ||
| 16 | Потери в выходе продукции (снижение процента качественной продукции на выходе) |
Кроме того важно уметь разделять хронические и случайные, периодически возникающие проблемы (табл. 3).
Таблица 3. Классификация потерь по частоте возникновения
| Параметр | Случайные потери | Хронические потери |
|---|---|---|
| Причина | Причины неисправности легко выяснить. Легко прослеживаются причинно-следственные связи. | Причины возникновения потери скрыты |
| Способ решения | Легко выбрать способ решения проблемы. | Потери вызваны скрытыми дефектами оборудования либо некорректным его использованием, поэтому способ решения проблемы неочевиден. |
| Последствия | Единичная поломка может нанести значительный ущерб. | Как правило, влечет за собой ряд других неполадок. Из-за частоты возникновения операторы выработали способы временного устранения проблемы |
| Частота возникновения | Редко и случайно, непрогнозируемо | Периодически |
| Мероприятия по устранению | Проблема устраняется силами кадрового персонала | Требуются специалисты в области технологического проектирования, контроля качества и техобслуживания. |
IV. Планово-предупредительное техническое обслуживание и ремонт.
Этот компонент TPM направлен на формирование проактивного подхода к обслуживанию оборудования, который позволяет повысить показатели надежности оборудования, снизить частоту возникновения неисправностей и дефектов и сократить затраты на ремонт. Обучение основам технического обслуживания должны проходить и операторы оборудования.
6 шагов планового технического обслуживания:
- Диагностика работы оборудования: визуальный осмотр, снятие и фиксация показателей, поиск слабых мест и неисправностей.
- Замена изношенных деталей, устранение потенциальных источников неполадок.
- Создание системы управления полученной информацией, по возможности – внедрение системы автоматизированного сбора и обработки данных по оборудованию.
- Внедрение базы данных по функционированию оборудования; подбор инструментов и персонала, разработка плана и инструкций для персонала.
- Подготовка системы планово-предупредительного обслуживания при помощи инструментов и техник диагностики оборудования; формирование стандартов
- Оценка эффективности планово-предупредительного ТО, регулярный пересмотр стандартов.
V. Контроль и обеспечение качества
Цель данного направления – не только не допустить попадание к клиентам продукции с дефектом, но устранить сами причины возникновения дефектов. За основу должен быть принят принцип: качественная продукция производится лишь на качественно работающем оборудовании.
- Применяйте проактивный подход: от контроля качества продукта к обеспечения качества работ.
- Вовлекайте в поиск причин возникновения дефектов операторов оборудования.
- Проводите оценку влияния на качество продукции малейших изменений в работе оборудования.
- Применяйте «защиту от дурака» (poka-yoke).
При обнаружении дефекта оцените его по следующим пунктам (табл. 4):
Таблица 4. Чек-лист оценки выявленного дефекта
| № | Критерий | Описание |
|---|---|---|
| 1 | Вид дефекта | |
| 2 | Серьезность дефекта по критерию сложности устранения (существенный/несущественный) | |
| 3 | Расположение дефекта в изделии (внутренний/внешний) | |
| 4 | Частота возникновения дефекта | |
| 5 | Тенденция возникновения в начале/в конце процесса производства | |
| 6 | Состояние оборудования на момент возникновения дефекта | |
| 7 | Тенденция возникновения с учетом состояния оборудования (повторялось ли возникновение дефекта после устранения поломки/модификации/ замены деталей оборудования) |
VI. Обучение
Обучение и переобучение работников должны стать неотъемлемой частью стратегии предприятия. Помимо повышения квалификации сотрудники должны проходить обучение в смежных сферах: к примеру, операторы должны обучаться проведению профилактического обслуживания и устранения мелких неисправностей.
Прежде чем запускать программы обучения оцените уровень знаний работников – составьте список контрольных вопросов по уходу за оборудованием с четырьмя вариантами ответов:
- Не знаю.
- Знаю теорию, но не могу применить на практике.
- Могу выполнить, но не могу научить другого.
- Могу работать и могу учить.
Мероприятия по обучению сотрудников:
- Выработка стратегии и постановка целей; изучение применяемых на практике программ обучения сотрудников.
- Создание системы обучения сотрудников навыкам самостоятельного ТО и ремонта оборудования.
- Разработка расписания занятий с учетом удобства сотрудников.
- Согласование трудового расписания и расписания занятий.
- Оценка проводимых мероприятий и стратегическое планирование.
- Создание условий для самообучения
VII. Офис TPM
Для полного развертывания TPM на предприятии его внедрение должно выходить за пределы цехов. Создание TPM-Офиса позволяет снизить потери в офисных и управленческих процессах и обеспечить должную поддержку производственным отделам.
Внедрение принципов TPM в непроизводственных отделах выглядит следующим образом:
- Объявите о запуске TPM и проведите общее обучение принципам и целям TPM в офисе.
- Сформируйте команду по внедрению с назначением лидером самого активного и авторитетного в глазах коллег сотрудника.
- Организуйте офисные рабочие места в соответствии с принципами 5S.
- Проведите опросы среди сотрудников, направленные на оценку их уровня знания офисных процессов.
- Выработайте стандарты и офисные инструкции для каждого процесса.
- Регулярно оценивайте качество офисных процессов, запустите программу поиска и устранения потерь.
- Сформируйте систему материальных и нематериальных поощрений участия работников в непрерывном улучшении офисных процессов.
К числу конкретных проектов можно отнести:
- сокращение сроков проведения бухгалтерских расчетов, обработки запросов и рекламаций и др.;
- улучшение логистики;
- повышение качества закупок и субподрядных договоров и др.
VIII. Обеспечение безопасности
Данный компонент нацелен на создание безопасного рабочего места, снижение негативного влияния на окружающую среду и выход на показатели «ноль аварий и несчастных случаев», «ноль ущерба здоровью».
- Создание комитета по оценке безопасности, в который должны войти представители рабочих, руководителей цехов и технического директора.
- Пересмотр существующих норм техники безопасности, существующих на предприятии. Внесение корректировок при необходимости.
- Регулярная оценка знаний персонала по технике безопасности и нормам эксплуатации оборудования.
- Обучение сотрудников нормам эксплуатации оборудования и технике безопасности.
- Формирование культуры безопасности: конкурсы, специальные мероприятия, награждение цехов с самыми высокими показателями безопасности.
Сегодня, когда конкуренция в бизнесе невероятно высока, TPM позволяет вывести предприятие на качественно новый уровень в отношении эффективности работы оборудования, качества процессов, уровня безопасности, квалифицированности персонала. Опыт внедрения показывает, что, сформировав культуру участия сотрудников в повышении эффективности работы предприятия, можно добиться впечатляющих результатов. Расширить полномочия операторов оборудования и разработать стандарт техобслуживания – еще недостаточно, чтобы назвать привычные практики ТО Всеобщим уходом за оборудованием. Именно от умения выйти за рамки привычного понимания ухода за оборудованием зависит, насколько высоки будут достигнутые результаты.
Автор: Ольга Гончарова
Источник: https://up-pro.ru/
Материал подготовлен на основании данных Venkatesh J, «An Introduction to Total Productive Maintenance», the Plant Maintenance Resource Center
