 Удачный бизнес основывается на хорошей прогрессивной идее, капитале и персонале, который имеет достаточную квалификацию. Помимо всего прочего, эффективный бизнес способен работать над ошибками. Реализация такой комплексной задачи может быть полноценно и последовательно осуществлена с помощью известной методологии шести сигм. Здоровая конкуренция в бизнес-сфере – двигатель прогресса. Получить преимущество над конкурентами можно двумя основными способами: снизить издержки и удешевить товар; повысить качество продукции. Методология шести сигм относится ко второму направлению. Основная задача – в том, чтобы сделать продукт более востребованным. Для этого необходимо вылечить «болезни» и, что не менее важно, исключить их появление в будущем. Шесть сигм (англ. Six Sigma) – одно из понятий концепции Lean. Ее главная цель – оптимизация производственных процессов.
Удачный бизнес основывается на хорошей прогрессивной идее, капитале и персонале, который имеет достаточную квалификацию. Помимо всего прочего, эффективный бизнес способен работать над ошибками. Реализация такой комплексной задачи может быть полноценно и последовательно осуществлена с помощью известной методологии шести сигм. Здоровая конкуренция в бизнес-сфере – двигатель прогресса. Получить преимущество над конкурентами можно двумя основными способами: снизить издержки и удешевить товар; повысить качество продукции. Методология шести сигм относится ко второму направлению. Основная задача – в том, чтобы сделать продукт более востребованным. Для этого необходимо вылечить «болезни» и, что не менее важно, исключить их появление в будущем. Шесть сигм (англ. Six Sigma) – одно из понятий концепции Lean. Ее главная цель – оптимизация производственных процессов.
Сформировалась концепция во второй половине прошлого века, после окончания Второй мировой войны. Наибольший вклад в развитие Lean внесли японские производственники. Именно поэтому все направления Lean – шесть сигм, 5S и другие – больше напоминают восточные философские течения, чем жестко регламентированные западные методологии. Хотя советские и англоязычные ученые также много работали над идеями бережливого производства.

Японская Toyota и американская Motorola – компании мирового уровня, которые стояли у истоков Lean. Последняя как раз и разработала методологию Six Sigma. Концепция шести сигм поможет расцвести вашему бизнесу. Но для максимального эффекта без притока финансов не обойтись.
Почему именно сигма и почему их шесть
Как мы помним из школьных курсов алгебры и физики, все фундаментальные явления с математическим уклоном принято обозначать греческими буквами. Экономисты не стали делать исключение.
Сигма (σ) – буква греческого алфавита. В высшей математике она олицетворяет собой непостоянство, отклонение от расчетных значений.
Философия шести сигм постулирует, что любые характеристики продаваемого товара (услуги), а также процессы на производстве должны быть жестко стандартизированы. Отклонение от принятых норм должно быть минимальным.
Другими словами, сигма – это то, с чем нужно бороться в любом бизнесе.
очему их шесть? На самом деле цифра условна. Вы можете для себя определить и четыре, и девять, и двадцать. Но разработчики методологии посчитали, что именно такое деление степени отклонения будет оптимальным для большинства процессов.
Шесть сигм – шесть уровней несоответствия норме. Чем выше уровень, тем меньше значение отклонения.
| Количество сигм | Уровень бизнеса | Количество дефектов на 1 млн возможностей | Доля дефектов от общего числа возможных |
| 1σ | 6 |
3,4 |
0,00034% |
| 2σ | 5 | 230 | 0,023% |
| 3σ | 4 | 6210 | 0,621% |
| 4σ | 3 | 66 800 | 6,68% |
| 5σ | 2 | 308000 | 30,8% |
| 6σ | 1 | 690 000 |
69% |
В правой части таблицы указаны критерии (доли отклонений от нормы). По ним эксперт определяет, сколько сигм «заслуживает» анализируемое предприятие (корпорация, организация или проект).
Как видно, пропасть между первым и шестым уровнем огромна.
Бизнес шестого уровня в соответствии с этой градацией стоит считать самым успешным; первого уровня – неэффективным.
Философия шести сигм
Концепция построена на трех основных постулатах.
- Ориентированность на покупателя. Деятельность организации должна следовать главной цели – удовлетворению запросов потребителя. Именно он опосредованно определяет стратегию развития и любые изменения.
- Управление процессами. Чтобы удовлетворить самые высокие запросы покупателя, все процессы на предприятии должны быть строго регламентированы и стандартизированы. Для этого необходимо их тщательно проанализировать и формализовать.
- Работа в команде. Каждый сотрудник компании – от генерального директора (СЕО) до повара в заводской столовой – должен проникнуться общей идеей процветания предприятия и вносить вклад в рамках своего функционала.
Лучший способ достичь вовлеченности сотрудников – внедрять на всех уровнях позитивную и созидательную корпоративную культуру.
Если сотрудник ощущает себя частью большого и полезного для общества организма, он будет стараться лучше работать, не ориентируясь исключительно на сиюминутную финансовую выгоду.
Не знаете как приступить к созданию позитивной корпоративной культуры на предприятии? Есть простой и эффективный инструмент – единая зарплатная карта.
Система «поясов» в Six Sigma
Философия шести сигм пропитана японским традиционализмом и мудростью.
В Японии иерархия лежит в основе общественного устройства. Участники процесса четко разделены по старшинству, а почтительное отношение к более опытным и мудрым коллегам – фундаментальный принцип.
При этом не происходит централизации власти в одних руках, как это принято, к примеру, в российских бюрократических структурах. В соответствии с японской традицией, старший по служебному положению сотрудник обязан не только управлять младшим, но и быть его наставником.
Поскольку концепция Six sigma – в большей степени детище американцев (хоть и невероятно увлеченных японской культурой), не обошлось без голливудского пафоса в стиле комиксов про самураев.
Каждой ступени иерархии организации присвоили звание (или «пояс» – по аналогии с системой данов в восточных единоборствах).
- На вершине структуры Лидер – главный руководитель или руководящий орган (совет директоров). В рамках шести сигм его миссия – создание условий для зарождения и процветания философии по всей глубине иерархии компании (корпорации).
- Чемпион (спонсор) – представитель высшего руководства, который непосредственно занимается внедрением концепции. Он определяет, какие направления деятельности следует подвергнуть реинжинирингу или реформам.
- Мастер – как правило, главный специалист по Six sigma. Он разрабатывает концепцию проекта оптимизации того или иного направления. Одновременно является своего рода гуру (наставником) для всех участников проекта.
- Черный пояс непосредственно руководит отдельным проектом внедрения изменений, набирает и обучает команду.
- Зеленый пояс – главный эксперт проекта. Проводит анализ процессов и выявляет дефекты, предлагает конкретные меры по их устранению.
- Желтый и белый пояса – рядовые сотрудники проекта (цвет – в зависимости от опыта и навыков).
Методология шести сигм
В основе лежит воздействие на процессы:
- производственные,
- управленческие,
- обеспечивающие (снабжение, хранение, продажи, закупки и т.д.).
При этом налаженные, но неэффективные процессы следует подвергнуть реинжинирингу, а остальные – улучшать в стиле «кайдзен».
Для достижения целей и снижения влияния сигм на эффективность компании следует каждый проект оптимизировать согласно алгоритму DMAIC. В этой аббревиатуре зашифрованы пять процедур, которым необходимо его подвергнуть.
- Define – определение неэффективных процессов, которые требуют оптимизации. К ним можно отнести простои производственных линий .
На этом этапе Лидер (Чемпион) определяет цель проекта и формирует команду.
- Measure – измерение. Прежде чем принимать решение, требуется формализовать проблему: «перевести на язык чисел».
Например, простой конвейера на 15 минут приводит к снижению объема выпущенной продукции на 5% (50 единиц) в день.
Команда проекта определяет, по каким характеристикам и в каких единицах измерения интерпретировать проблему. Другая важная задача – договориться, достижение каких числовых показателей можно считать решением.
- Analyse – анализ и выявление конкретных слабых мест и «бутылочных горлышек» процесса. Зеленый пояс проекта (эксперт) тщательно анализирует каждый шаг алгоритма и сравнивает реальные показатели с расчетными.
Например, конвейер периодически простаивает из-за задержек в доставке комплектующих. Причина – неоптимальное расположение стеллажей на складе (работникам приходится совершать много лишних операций) и низкая степень автоматизации доставки.
- Improve – улучшение (оптимизация). После того как появилось четкое понимание причин низкой эффективности, команда приступает к поиску способов нейтрализовать дефекты. Результат – четкий и конкретный план решения проблемы.
Чтобы решить проблему складских помещений, нужно реорганизовать пространство. Установить автоматические стеллажи карусельного типа или увеличить расстояние между стеллажами для свободного маневрирования автоподъемника.
- Control – контроль реализации плана и стандартизация оптимизированных процессов. Это нужно, чтобы в будущем не допустить подобных проблем на аналогичном участке производства. Активную роль на этом этапе играют все участники проекта.
Рассмотрим применение этой методологии на примере немецкого производителя осветительного оборудования OSRAM, который входит в число самых эффективных и высокотехнологичных компаний своей отрасли, и не последнюю роль в этом играет продуманная система ухода за оборудованием. На чем строится эта система и к каким результатам может привести внедрение TPM, мы рассмотрим на примере завода Osram Sylvania. Итак, как же использовать Osram Sylvania является североамериканским филиалом немецкой корпорации Osram GmbH. Ей принадлежит 22 завода-изготовителя, одно предприятие по сборке оборудования, 12 опытно-исследовательских лабораторий и целая сеть торговых представительств и распределительных центров, обеспечивающих продукцией США, Канаду, Пуэрто-Рико и Мексику. Большая часть продукции компании продается в Северной и Южной Америках под брендом Sylvania или Osram.
Цель.
Целью проекта являлось повышение эффективности работы оборудования и снижение частоты поломок, что входило в общую стратегию повышения эффективности работы предприятия в условиях конкуренции с зарубежными компаниями, предлагающими схожую продукцию по более низким ценам.
Схематично процесс производства продукта с указанием численности задействованного персонала и объема производства представлен на рисунке 1. После анализа процесса, оценки количества выпускаемой продукции и времени цикла было определено, что «узким» местом процесса является этап 2. И поскольку этот этап является определяющим для всего процесса, именно на нем были сконцентрированы все усилия.
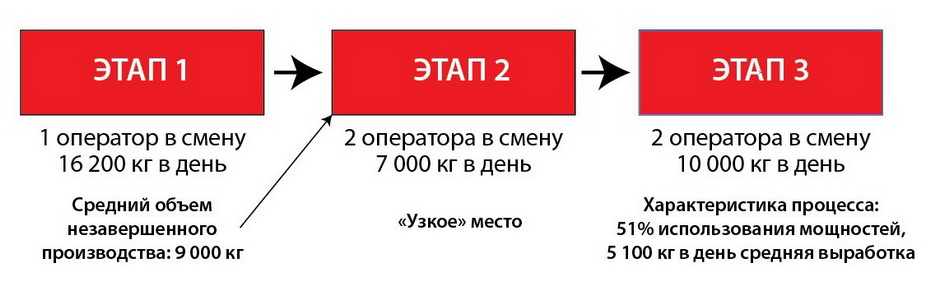
Рис. 1. Схема производственного процесса.
Мероприятия.
Сосредоточенность на «узком» месте помогла дополнительно выявить некоторые особенности данного этапа. В нем задействованы три термокамеры с проектной мощностью 7 000 кг обрабатываемой продукции в день. Тем не менее, время полезной работы оборудования составляет всего 71%, а процент брака достигает 9,2.
Было определено, что увеличение времени полезной работы в «узком» месте положительно скажется на всем процессе. Для повышения эффективности работы оборудования было решено использовать ТРМ и Шесть сигм, которые могли помочь повысить точность графиков проведения технического обслуживания без остановки процесса. Взаимное влияние между ТРМ и методом Шести сигм описано в Таблице 1.
Таблица 1. Взаимное влияние между ТРМ и методом Шести сигм
| Элементы ТРМ | Инструменты Шести сигм |
|---|---|
| Выявление простоев | Парето-анализ характера отказа, анализ временных рядов |
| Проведение ТО операторами оборудования | Анализ характера и последствий отказов в процессе |
| План проведения профилактического ТО | Анализ характера и последствий отказов в процессе |
| Чистка и осмотр | Анализ характера и последствий отказов в процессе |
| Частая замена изнашиваемых деталей | Индекс воспроизводимости процесса > 1,5 |
| Система статистического контроля ключевых компонентов | Фильтр переменного приоритета, мультивариантный анализ |
| План контроля процесса | Анализ характера и последствий отказов в процессе |
Внедрение вышеперечисленных инструментов позволило увеличить время полезной работы до 91%, причем средняя выработка за день достигла 6 300 кг. Анализ временных рядов показал, что основные проблемы возникали при запуске и отключении оборудования, поэтому была введена семидневная рабочая неделя. В результате расходы на обслуживание оборудования сократились на 10 000 долларов в месяц. Кроме того, процент брака сократился до 5,1, а частота отказов ключевого элемента управления снизилась на 66%, что позволяет экономить на этом этапе производства более 250 000 долларов ежегодно.
Возвращаясь к первому этапу, стоит отметить, что, хотя исправление брака возможно, на него требуется до 4 дней. Выход продукции, годной с первого предъявления, на данном этапе составил 92% при соответствующих субъективных критериях. Анализ измерительных систем показал, что 56% разброса данных происходит по причине ошибок в измерительных системах. Корректировка измерительных систем привела к повышению выхода продукции, годной с первого предъявления, до 99%. Кроме того, оператор, работающий во вторую смену, был избавлен от необходимости исправления брака и мог приступить непосредственно к производству. Чистые ежегодные сбережения составили 150 000 долларов.
В заключение прорабатывался третий этап производственного процесса, следующий за «узким» местом. Изначально общий объем выпускаемой продукции составлял всего 5 100 кг в день. Коэффициент использования оборудования на данном этапе составлял 41, чего было недостаточно даже для одной смены. Такой буфер не был необходимым и к тому же стоил дополнительных затрат. Поэтому в третью смену работал лишь один оператор. Кроме того, на третьем этапе наблюдался неизвестный источник отходов. Данные мероприятия соответствуют дорожной карте Шести сигм. Исправление недочетов в измерительной системе вкупе с мультивариантным анализом ключевых факторов привело к дополнительным сбережениям в размере 500 000 долларов. Схема реализованных мероприятий представлена на рисунке 2.

Рис. 2. Реализованные мероприятия.
Подведение итогов.
- Общая сумма экономии в результате внедрения трех дополнительных проектов на основе вышеописанного проекта достигла 600 000 долларов;
- Более половины этой суммы удалось сэкономить благодаря корректировке измерительных систем;
- Реализация проекта заняла 4 месяца;
- Полный анализ позволил сократить трудовые затраты на 26% без снижения производственных мощностей;
- Удалось повысить гибкость обслуживания клиентов.
Общая сумма сэкономленных в результате внедрения проекта средств составила 2,9 млн долларов.
На чем строится эта система и к каким результатам может привести внедрение TPM, мы рассмотрим на примере завода по производству галогенных ламп в Айхштете – читайте во второй части этой статьи.
Справка
OSRAM AG – высокотехнологичная немецкая компания, один из двух ведущих производителей осветительного оборудования в мире; основана в 1906 году, сегодня входит в состав крупнейшего международного концерна Siemens AG. Сфера деятельности компании охватывает всю производственную цепочку от отдельных компонентов (ламп, светодиодов) до электронных пускорегулирующих аппаратов, также включая комплектные осветительные устройства и системы управления освещением. Компания ориентирована на присутствие на рынках в международном масштабе, имеет 46 заводов в 17 странах и более 35 000 сотрудников по всему миру.
Компания OSRAM является поставщиком номер один в мире автомобильных ламп и светодиодных систем освещения для автомобилей и одним из лидеров в области ЭПРА для ламп. Стратегически важное положение для компании занимает область полупроводниковых источников света. Также высоким уровнем инноваций характеризуется сектор специальных источников света и дисплей-оптики.
Базируясь на светодиодных (LED) технологиях, составляющих в обороте 29%, компания реализует тенденции технологических изменений на светотехническом рынке. Более 60% всех расходов на разработку новой продукции сосредоточены в светодиодных технологиях. В работе компания OSRAM придерживается политики инновационности, экологичности и социальной ответственности.
Материал подготовлен на основании данных:
- 100 years of OSRAM –Light has a name;
- TPM bei OSRAM, Vortrag Jahrestagung CETPM;
- Официальный сайт OSRAM AG.
Автор основной части Денис Казанцев
Автор примера: Наталья Коношенко
Источники: https://up-pro.ru/, https://journal.sovcombank.ru/
