
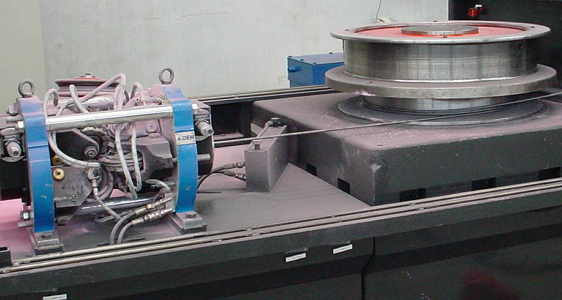
 Первое в России производство порошковой проволоки для сварки запустил завод “Межгосметиз-Мценск” в Орловской области. Об этом сообщила начальник отдела маркетинга компании Елена Бубнова. Порошковая проволока востребована в нефтегазовой отрасли. Проект был реализован при поддержке компаний «Газпром» и «Транснефть». В строительство новой линии было вложено порядка $1,5 млн. «Мы работаем по программе импортозамещения. И аналогов нашей продукции в России нет. Порошковая проволока используется два сварки магистральных газовых и нефтетруб. Шов, сделанный при помощи такой проволоки практически не имеет дефектов», — отметила Бубнова. АО «Межгосметиз-Мценск» (г. Мценск) — один из ведущих в России производителей сварочных электродов и сварочной проволоки.
Первое в России производство порошковой проволоки для сварки запустил завод “Межгосметиз-Мценск” в Орловской области. Об этом сообщила начальник отдела маркетинга компании Елена Бубнова. Порошковая проволока востребована в нефтегазовой отрасли. Проект был реализован при поддержке компаний «Газпром» и «Транснефть». В строительство новой линии было вложено порядка $1,5 млн. «Мы работаем по программе импортозамещения. И аналогов нашей продукции в России нет. Порошковая проволока используется два сварки магистральных газовых и нефтетруб. Шов, сделанный при помощи такой проволоки практически не имеет дефектов», — отметила Бубнова. АО «Межгосметиз-Мценск» (г. Мценск) — один из ведущих в России производителей сварочных электродов и сварочной проволоки.

Его продукция соответствует российским и европейским стандартам качества, имеет все необходимые сертификаты для реализации на рынках России и СНГ. Сеть дистрибьюторов покрывает все регионы РФ, Беларусь, Казахстан, другие страны СНГ. За 7 месяцев 2018 года объем отгруженной продукции и услуг собственного производства АО «Межгосметиз-Мценск» превысил 680 млн рублей (110% к аналогичному периоду 2017 г.), сумма налоговых платежей составила 103 млн рублей. Сегодня здесь трудятся 214 человек.
Справка:
В сварочной технологии такие порошковые изделия стали использоваться сравнительно недавно. При этом они сразу завоевали хорошую репутацию у специалистов, так как с их помощью удалось решить многие затруднения, связанные с механизацией наплавочных и сварочных мероприятий в полевых условиях и на открытых производственных участках. Кроме того, применение проволоки порошковой позволило:

- увеличить в 2–5 раз производительность наплавки и сварки;
- “забыть” об очень тяжелых и трудоемких процедурах удаления металлических брызг со свариваемых конструкций;
- гарантировать отличное качество металла сварочных соединений и швов.
ПП используются для автоматической и полуавтоматической сварки низколегированных и углеродистых сталей в атмосфере углекислого газа и в аргоновых смесях. Такие электроды за счет хорошего проплавления металла оптимальны для осуществления нахлесточных, стыковых и угловых соединений за несколько либо за один проход.

Порошковые проволоки для сварки характеризуются высокой сопротивляемостью появлению шлаковых включений и образованию на металле пористости, обеспечивают стабильный перенос струи, дают возможность выполнять сварочные работы в любых положениях. А полученный при помощи ПП сварочный шов имеет по-настоящему точный химический состав как при применении для сварки аргоновых смесей, так и при сварке в атмосфере углекислого газа.
Подробные сведения о составе порошковых проволок
Описываемые в статье ПП состоят из:
- специального наполнителя (его называют сердечником);
- оболочки.
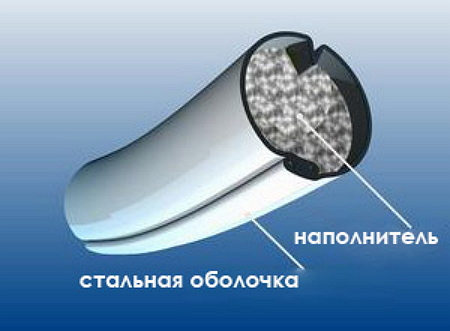
Под оболочкой понимают ленту (холоднокатаную), изготовленную из мягкой неполированной стали с малым содержанием углерода. По ширине и толщине такая лента может иметь различные размеры, которые устанавливаются тем, какой диаметр должен быть у готовой оболочки. Как правило, толщина ленты находится в пределах 0,2–0,8 миллиметров. Поставляют интересующую нас ленту в кругах либо рулонах, причем сверху на материал наносится консервационный смазочный состав, который затем снимают (удаляя попутно все загрязнения) ультразвуковым или механическим способом.
Сердечник проволоки – это комбинация разнообразных ферросплавов, руд, минералов, металлов и иных элементов, которые обеспечивают получение швов с заданными эксплуатационными параметрами, а также устойчивое и стабильное осуществление сварочной (наплавочной) процедуры. Все элементы, входящие в сердечник, подразделяют на следующие виды добавок:
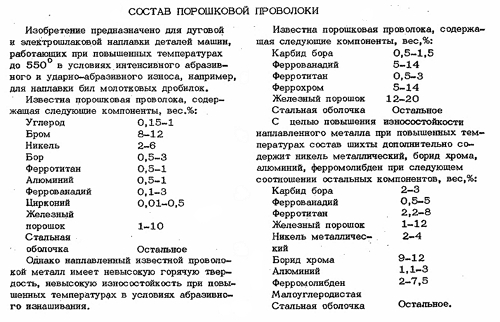
- Раскисляющие. Под такими компонентами понимают металлы с повышенным сродством к кислороду (то есть активные), которые вносятся в сердечник как порошки и ферросплавы.
- Стабилизирующие. Элементы с небольшим ионизирующим потенциалом, за счет которых при разных сварочных режимах обеспечивается устойчивая электродуга.
- Газообразующие: древесная мука, целлюлоза (органические), кальцинированная сода, мрамор (металлы щелочного-земельного ряда и щелочные карбонаты). Они нужны для того, чтобы в сварочной области образовывалась газовая фаза, которая предохраняет металл в жидком виде от водорода и азота, а также с целью вытеснения с поверхности ванны воздуха.
- Легирующие: порошок никеля, хрома, феррованадий, феррохром и другие. Легирующие компоненты придают нужные характеристики металлу шва.
- Шлакообразующие: оксиды металлов щелочного ряда, магнезит, алюмосиликаты, кремнезем, фториды, другие руды и минералы или их сочетания.
- Специальные. Чаще всего вводится железо в виде порошка, которое выполняет задачу по дополнительному влиянию на наплавочный или сварочный процесс.
Стоит сказать, что по виду наполнителя рассматриваемые ПП причисляются к одному из пяти типов. Они бывают: рутил-флюоритными, флюоритными, рутил-органическими, рутиловыми и карбонатно-флюоритные. Чаще всего применяются изделия с серденчиками последнего из перечисленных типов.
Принципы классификации порошковых проволок для сварки
Классификация таких изделий производится по:
- типу сердечника;
- возможности выполнения работ в разных положениях сварочного электрода;
- основному назначению;
- механическим характеристикам;
- варианту используемой защиты.
Самой значимой признается классификация по механическим характеристикам соединения и металла шва, так как она позволяет четко установить целесообразность применения проволоки конкретной марки для сваривания заданного изделия или конструкции. Принцип такой классификации базируется на вычислении двух требуемых показателей для металла шва – ударной вязкости и сопротивления разрыву, которые определяются при проведении исследований стандартных образцов.
По пространственному положению сварочного процесса проволоки делят на те, которые используются:
- в любых положениях (маркировка – “Т”);
- для сварки вертикальных (“Ву”) и горизонтальных (“Вх”) швов;
- в нижнем, вертикальном и горизонтальном положении (“В”);
- в горизонтальном и нижнем положении на вертикальной плоскости (“Н”).
Также широко распространена классификация ПП по ее типу:
- самозащитная (ПС);
- требующая добавочной защиты сварочной ванны (ПГ).
При использовании ПГ-проволоки ванну дополнительно предохраняют флюсом либо смесью газов. А вот ПС-изделия можно применять без всех этих ухищрений, усложняющих сварочный процесс. Когда эксплуатируется самозащитная проволока, ванна предохраняется за счет расплавления и диссоциации шлако- и газообразующих материалов, имеющихся в проволочном электроде.
К основным достоинствам самозащитных ПП относят такие факты:
- изделие эффективно противостоит повышенной нагрузке от подающих роликов;
- сварка допускается в любых положениях;
- состав (химический) шва имеет заранее заданные показатели;
- визуальный контроль сварщика за открытой сварочной дугой;
- компактность оборудования для сварки (не нужны приспособления для подачи газа и флюса).
Проволока с собственной защитой изготавливается уже более полувека, а впервые она была выпущена на заводе, принадлежащем фирме “Линкольн Электрик”.
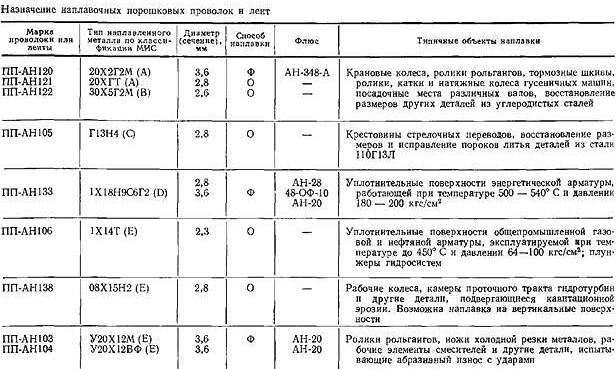
Отметим отдельно. Порошковые электроды отличаются друг от друга по назначению. Одни проволоки можно использовать для сварки металлических и стальных труб, другие – для металлоконструкций, третьи же применяются исключительно на повышенных скоростях выполнения сварочных мероприятий. Но об этом мы расскажем подробнее дальше, когда будем рассматривать разные марки ПП.
Особенности производства порошковой проволоки
Изготовление ПП осуществляется в четыре этапа. Сначала подготавливается шихта и стальная лента, затем производится формирование профиля и последующая навалка на него шихты. За этими операциями следует операция волочения. На финальной стадии выполняют контроль качества полученного изделия.
Ленту подготавливают так:
- берут рулон стального материала (его ширина обычно варьируется в пределах 10–15 сантиметров);
- разрезают заготовку на спецагрегате на требуемые по ширине полосы;
- наматывают получившиеся полосы на кассеты (при этом сразу выполняется и удаление с полосок влаги, остатков смазки);
- по определенной рецептуре подготавливают шихту, а затем направляют ее в виде однородной композиции на волочильный стан (к его засыпному механизму).

На следующем этапе производства порошковой проволоки шихту засыпают на ленту (процесс производится в особых формующих емкостях), из получившейся смеси формуют профиль (круглый), который начинают протягивать на волочильных барабанных агрегатах. Причем таких агрегатов имеется шесть. На каждом последующем сечение исходной заготовки уменьшается на заданную величину. В результате, на финальном барабане проволока получает требуемый по техусловиям диаметр. Заметим, что для снижения себестоимости готовой продукции и повышения уровня ее производительности процесс волочения ведется на достаточно больших скоростях (не менее 300 метров ПП в минуту).
Под контролем проволоки после волочильного оборудования подразумевают, прежде всего, расчет особого коэффициента, который является отношением веса шихты на единицу длины ПП к общему весу изделия. Данную величину называют коэффициентом заполнения. Для разных марок ПП он свой (варьируется от 25 до 40 процентов). Кроме этого, проволока проходит обследование на механические показатели наплавленного металла и на свои сварочно-технологические характеристики.
Описание популярных марок порошковых проволочных изделий
Многие сварочные работы на строительных объектах выполняются вертикальными швами. Для проведения подобных мероприятий предназначены изделия ПП-АН11 и ПП-АН7. Производство порошковой проволоки данных марок осуществляется из стальной ленты 0,18 миллиметров (толщина заготовки).
В шихту для АН7 и АН11 добавляют элементы, которые дают возможность получать быстро кристаллизующийся шлак. Он помогает сварочной ванне держаться в вертикальной плоскости достаточно долгое время, вплоть до полного завтердевания шва. При использовании описываемых марок ПП рекомендуется подавать ее со скоростью около 120 метров в час, применяя сварочный ток в пределах от 130 до 170 ампер.
Проволоки ПП-АН19 и ПП-АН24 по многим технологическим особенностям идентичны изделиям, рассмотренным выше. Но АН19 и АН24 дают больше шлака, что улучшает защиту сварочной зоны (правда, при этом сама сварка становится более трудной для исполнителя). За счет “излишков” шлаковой массы такие проволоки гарантируют стабильные механические показатели соединения. Обычно их применяют для сварки конструкций, в которых шов меняет свое расположение от потолочного до нижнего (например, в трубопроводах).
Стыки различных трубопроводов также нередко завариваются проволокой марки ППТ-7. Делают ее из ленты 0,3 миллиметра. В шлаке такого электрода имеется двуокись циркония, которая прекрасно защищает от поступления азота сварочную зону. При использовании ППТ-7 сварные соединения характеризуются отсутствием чешуек на шве, характерным блеском и уникальной гладкостью. По рекомендуемым режимам выполнения сварочных мероприятий эта проволока похожа на ПП-2ДСК, которая создана для работы в нижнем положении.
ПП-2ДСК применяется на токе от 200 до 450 ампер, подается она со скоростью до 337 метров в час (минимум – 100 метров), а на электродуге присутствует напряжение от 23 до 31 вольт. Особенность шихты для этого изделия состоит в наличии в ней большого количества (свыше 50 процентов) плавикового шпата, а также алюминиевого порошка. За счет такого состава шлак после сварки можно без малейших затруднений удалить со шва.
Для сварки в автоматическом режиме в большинстве случаев применяется ПП-2ВДСК, которая имеет сложную шихтовую композицию, направленную на то, чтобы шлак, формирующийся при плавлении проволоки, помогал максимально полно удалять нитридные и оксидные соединения из жидкого металла. Это очень важно, так как именно в них в связанном состоянии находится кислород и азот воздуха. Основным компонентом шихты для ПП-2ВДСК является никель.
Источник: http://tutmet.ru/
Понравилась статья? Тогда поддержите нас, поделитесь с друзьями и заглядывайте по рекламным ссылкам!
