
 В 1997 году вышел фильм Люка Бессона «Пятый элемент», очень быстро занявший свое почетное место в ряду культовых картин в жанре научной фантастики. В нем были и огромные космические корабли, и невероятное оружие, и инопланетные расы, и даже летающие автомобили. В любом фильме есть моменты, которые запоминаются зрителями сильнее всего: сцена «сборки» главной героини, погоня в летающем такси, ария Плавалагуны и т.д. Но есть сцена, продолжительность которой обратно пропорциональна восхищению, вызванному ею среди зрителей. Это, конечно же, сцена приготовления жареного цыпленка. Сцена, сделанная шутки ради, вызвала зависть не только среди гурманов, но и среди ученых. Такой технологии, к несчастью, нет. Но ученые из Колумбийского университета (США) все же решили объединить кулинарию и современные технологии, разработав методику приготовления блюд с помощью лазеров и 3D-принтера. Как работает данная методика, насколько она эффективна, и могут ли приготовленные таким образом блюда порадовать гурманов? Ответы на эти вопросы мы найдем в докладе ученых. Поехали.
В 1997 году вышел фильм Люка Бессона «Пятый элемент», очень быстро занявший свое почетное место в ряду культовых картин в жанре научной фантастики. В нем были и огромные космические корабли, и невероятное оружие, и инопланетные расы, и даже летающие автомобили. В любом фильме есть моменты, которые запоминаются зрителями сильнее всего: сцена «сборки» главной героини, погоня в летающем такси, ария Плавалагуны и т.д. Но есть сцена, продолжительность которой обратно пропорциональна восхищению, вызванному ею среди зрителей. Это, конечно же, сцена приготовления жареного цыпленка. Сцена, сделанная шутки ради, вызвала зависть не только среди гурманов, но и среди ученых. Такой технологии, к несчастью, нет. Но ученые из Колумбийского университета (США) все же решили объединить кулинарию и современные технологии, разработав методику приготовления блюд с помощью лазеров и 3D-принтера. Как работает данная методика, насколько она эффективна, и могут ли приготовленные таким образом блюда порадовать гурманов? Ответы на эти вопросы мы найдем в докладе ученых. Поехали.

Основа исследования
На самом деле оцифровка процесса приготовления пищи с применением методов аддитивного производства и програмно управляемых лазеров существует уже несколько лет. Она позволяет управлять расположением ингредиентов и температурой приготовления с невероятной точностью в отношении пространства и времени (вплоть до нескольких миллиметров).
Люди не в первый раз пытаются применить лазеры в кулинарии.
Пищевые принтеры также не являются чем-то новым. Они позволяют с высокой точностью наносить материал, создавать определенную форму структуры, но с их помощью нельзя что-то приготовить (в плане термической обработки).
По мнению автором исследования, внедрение многоволновой лазерной плиты внутрь пищевого принтера может обеспечить как проникающий нагрев, так и подрумянивание поверхности, что приведет к созданию более креативных комбинаций продуктов и вкусовых профилей. Другими словами, возможность печатать еду и готовить ее лазером есть, и это даже делалось ранее, но никто еще не пытался совместить эти процессы воедино.
 Изображение №1
Изображение №1
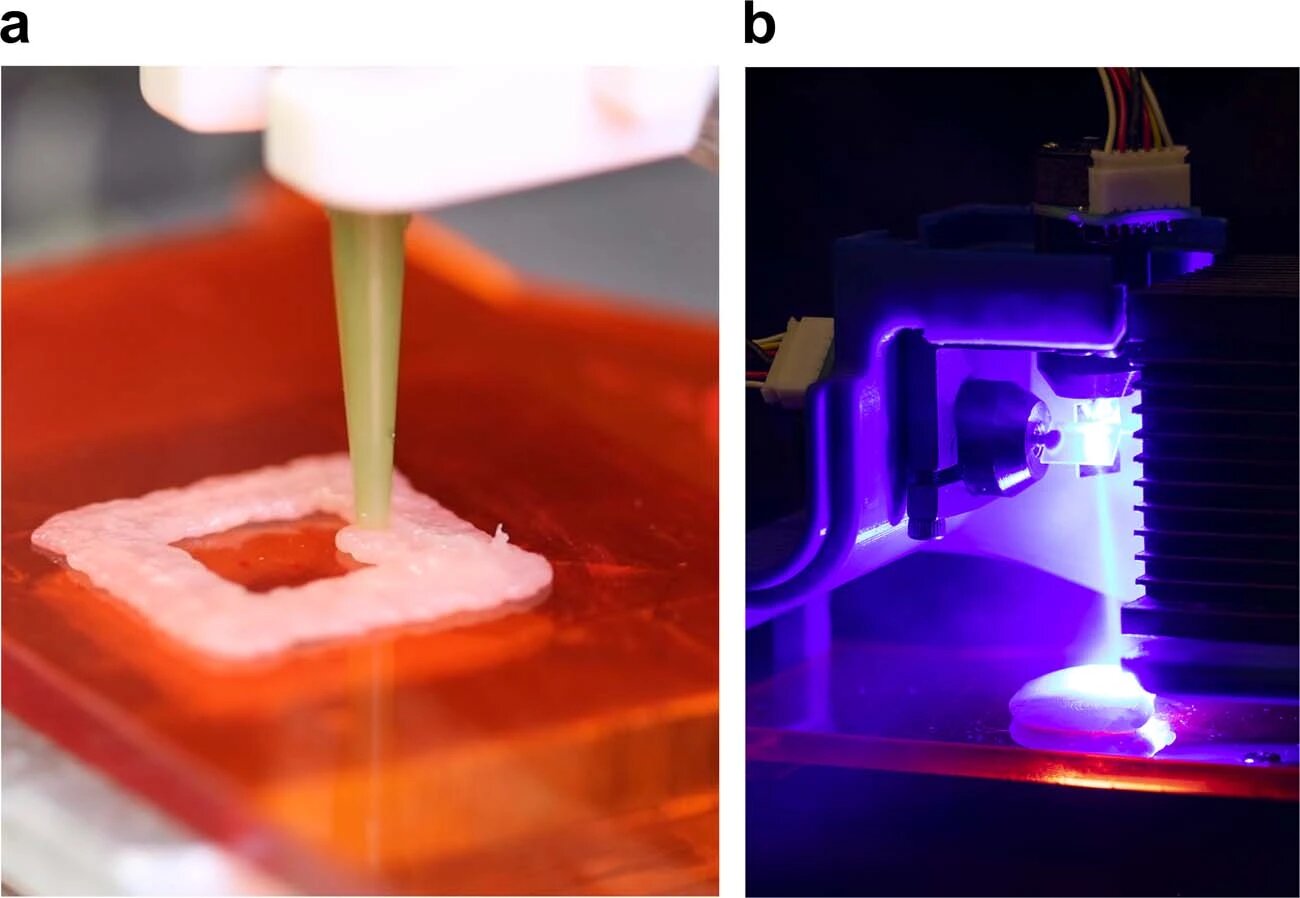
В своем труде ученые описывают метод печати (1a) и одновременного приготовления (1b) продуктов питания, используя в качестве модели пищевой системы пюре из курятины. В качестве основного источника нагрева использовался синий диодный лазер мощностью 5–10 Вт (445 нм). Для сравнения эффективности дополнительно использовались лазеры NIR (980 нм; ближний инфракрасный диапазон), MIR (10.6 мкм; средний инфракрасный диапазон) и обычная электрическая печь.
В ходе исследования оценивалась энергия, необходимая для достижения нужных температур, скорость охлаждения курятины после воздействия лазера, потери веса и объема курятины после запекания лазером или в печи, цвет приготовленного продукта и т.д.
Было два варианта процесса приготовления: на двух установках отдельно (сборка, а потом обработка) и на одной установке (сборка+обработка).
Результаты исследования
Сначала была проведена серия испытаний, в ходе которых менялась схема приготовления с помощью лазера (увеличение плотности, радиуса, длины пути, Δ плотности и случайности; 2a). Это позволило оценить потребность в энергии для лазерной обработки, эффекты охлаждения окружающей среды, эффективность схемы приготовления, потери при обработке в нагретых образцах (2b) и изменение цвета. Большинство тестов проводилось на одном слое курятины толщиной 1.5 мм (2c).
 Изображение №2
Изображение №2
Чтобы лазер считать подходящим для приготовления пищи инструментом, необходимо установить безопасные температуры для приготовления пищевых продуктов. Для оценки тепловой энергии, необходимой для приготовления пищи, синим светом над образцом был проведен спиралевидный трохоидальный паттерн (путь) будущей лазерной обработки (2а).
Большее количество таких паттернов при более высокой скорости лазера приводило к гораздо более быстрому увеличению начальной температуры, за которым следовало гораздо более медленное последовательное повышение температуры до тех пор, пока не были достигнуты безопасные для пищевых продуктов температуры (3a и 3b). Если же воздействие лазера на образец было одиночным, то уменьшалась скорость, с которой максимальная температура в образце повышалась. Другими словами, «закрашивать» образец лазером, как лазерной указкой, было эффективнее, чем светить на него одним большим лучом, как фонариком.
 Изображение №3
Изображение №3
Для треугольных образцов требовалось 8 минут, а для квадратных — 9-10 минут постоянного воздействия синего лазера для достижения приемлемой температуры конечной готовки в 74 °C. Полная энергия лазера, необходимая для приготовления напечатанного треугольника, составила ~ 2.4 кДж, а для напечатанного квадрата — 2.7-3 кДж (синий лазер работал при 5 Вт). Для достижения температуры 70 °C (при этой температуре можно уничтожить сальмонеллу) требовалось на ~0.3 кДж меньше энергии, чем для достижения требуемой температуры, безопасной для пищевых продуктов.
Исходя из этих требований к энергии и относительного размера двух образцов следует, что для достижения нужных температур приготовления требуется 5–7 МДж/м2 энергии.
 Изображение №4
Изображение №4
На изображении выше (а также на 3c) показан эффект «импульсного нагрева» от лазерного сканирования, где каждый всплеск возникает, когда оптический центр лазера проходит через воксель (объемный пиксель) напечатанного образца. Поскольку лазерное сканирование постепенно движется по спирали к центру образца, воксели вдоль края образца имеют более высокие начальные пики и постепенно теряют амплитуду, в то время как воксели, расположенные ближе к центру образца, имеют более высокие амплитуды в конце цикла приготовления.
Между каждым импульсом лазерного нагрева можно визуализировать закон охлаждения Ньютона (3c). Скорость охлаждения определяется временем отклика k (в единицах с-1), которое определяет экспоненциальную скорость, с которой материал охлаждается с течением времени. Среднее значение k для воксела образца составляло ~ 0.0229 с-1 со стандартной ошибкой 0.0006.
Следовательно, при нормальных условиях окружающей среды можно было аппроксимировать скорость охлаждения как:
T(t) = Ta + (T0 — Ta)e — .0229 t
где T(t) — температура в момент времени t, Ta — температура окружающей среды, а T0 — температура в момент времени t = 0 с. Основываясь на тепловых свойствах курятины и значениях длины нагретого образца, можно предположить, что число Био* < 0.1.
Число Био* — критерий подобия стационарного теплообмена между нагретым или охлажденным твердым телом и окружающей средой.
Ученые отмечают, что скорость, с которой пища остывает, играет важную роль в определении популяции микробных патогенов в пище. Таким образом, вычисляя скорость охлаждения, можно более точно прогнозировать колебания температуры курятины с течением времени и точно настраивать параметры лазера, чтобы продукты оставались выше определенного порога безопасности потребления.
 Изображение №5
Изображение №5
Большие расхождения между максимальной записанной температурой в реальном времени и максимальной записанной температурой на различных временных шагах (изображение №5) соответствуют менее эффективным схемам нагрева, поскольку напечатанный образец испытывает большие потери тепла в окружающую среду.
При постоянном общем времени готовки при нескольких более коротких проходах лазера наблюдается большее охлаждение (5a) по сравнению с одним проходом лазера (5b–5f). Когда синий лазер накачивает непрерывную энергию в систему, максимальная температура продолжает расти, в то время как температура в реальном времени следует по возрастающей колебательной траектории, где количество локальных максимумов (пиков) соответствует количеству циклов (для 5а) или оболочек трохоидального паттерна (для 5b–5f).
В отличие от традиционной готовки на плите или в микроволновой печи, которая обеспечивает более равномерный нагрев, образцы, приготовленные с помощью лазера, испытывают всплески энергии от движущегося луча. По мере того как лазер движется по поверхности образца, тепловой пик следует за траекторией луча, когда он контактирует с поверхностью. Такие факторы, как плотность круга, диаметр круга и скорость лазера, влияют на форму и амплитуду теплового пика.
 Изображение №6
Изображение №6
Потеря веса и объема нагретых образцов напрямую связаны со временем термической обработки (изображение №6). Для сравнения были образцы, которые нагревались сухим воздухом в обычной духовке при 300 °F (149 °C) и 400 °F (204 °C).
Образцы из печи потеряли почти в два раза больше веса и объема по сравнению с тем, что готовились с помощью лазера (6a). Усадка образцов, приготовленных лазером, составила около 24% (6b), при этом образцы из печи были выше примерно на 40%.
Курятина, приготовленная с помощью синего лазера, показала увеличение L с 70.9 до 89.6, уменьшение a с 7.8 до -0.5 и уменьшение b с 16.3 до 11.2. При этом у образцов из печи значения этих параметров изменились так: L увеличился с 51.3 до 61.1; a уменьшился с 3.3 до 1.6; b увеличился с 16.4 до 22.9.
Еще одним визуально заметным отличием было то, что образцы, обработанные лазером, не становились темнее, тогда как образцы из печи демонстрировали потемнение по краям с последующим образованием корки.
 Изображение №7
Изображение №7
Синий свет обеспечивал приготовление пищи под наружной поверхностью на глубину 2.4–3 мм (7a) без потемнения верхнего слоя. У образцов, нагретых с помощью ИК-лазера (инфракрасного) ЗТВ* была примерно 3.7-5 мм (7b).
Зона термического влияния (ЗТВ)* — участок материала, который при нагреве не расплавился, но его микроструктура и свойства изменились.
Различия в глубине приготовления ученые объясняют разницей в толщине образцов (5-6 мм): более толстые образцы отводят больше тепловой энергии на окружающее сырое мясо. Хотя зона термического влияния синего лазера была меньше, тепло от синего света проникало глубже в образец. А вот инфракрасный свет моментально поглощался образцом, что приводило к потемнению поверхности.
Более высокое значение ЗТВ образцов, обработанных ИК-лазером, объясняется теплопроводностью и более высокой мощностью лазера (ИК-лазер — 8 Вт, а синий лазер — 5 Вт). Из-за высокого поглощения тепла водой лучу требовалась существенная расфокусировка для предотвращения испарения образца (интенсивность инфракрасного лазера ~ 5 Вт/см2, интенсивность синего лазера ~ 60 Вт/см2).
Далее были проведены опыты по приготовлению курятины, упакованной в пластик. Воздействие синего и ближнего инфракрасного (NIR) света на сырые образцы, запечатанные в пластиковой упаковке, привело к изменению цвета, соответствующему денатурации белка*, без потемнения поверхности.
Денатурация белков* — изменение нативной конформации белковой молекулы под действием различных дестабилизирующих факторов.
Использование упаковки уменьшало испарение влаги и развитие потемнения за счет ограничения воздействия кислорода. Использовав трохоидальную схему нагрева с помощью NIR-лазера в совокупности с воздушным зазором между пластиковым корпусом и верхней поверхностью образца (7c), удалось получить коричневую покрытую коркой область вдоль поверхности образца (7d и 7e).
С помощью голубого лазера на поверхности запечатанного образца было достигнуто легкое потемнение. При этом наблюдалось испарение влаги (капли на внутренней поверхности упаковки; 7c). В то время как оба лазера вызывали денатурацию белка (7d), NIR-лазер был более эффективным для подрумянивания образцов через упаковку. Более низкие скорости приготовления (~ 50 мм/мин) способствовали накоплению тепла и были наиболее эффективны для подрумянивания с помощью NIR-лазера.
Далее необходимо было оценить пространственное разрешение лазерного приготовления, для чего образец толщиной 6.4 мм подвергли воздействию синего лазера, NIR-лазера и MIR-лазера. На поверхности образцов были нанесены линии и сделаны поперечные разрезы для оценки ЗТВ.
 Изображение №8
Изображение №8
На графике выше показана полученная линейная зависимость между горизонтальной и вертикальной глубиной ЗТВ для синего и NIR-лазеров. Но вот MIR-лазер работал с такой мощностью и скоростью, что позволял готовить только на поверхности без проникающего нагрева.
Прослеживалась взаимосвязь между горизонтальной (Wlaser) и вертикальной (Dlaser) ЗТВ:
Dblue = 0.247 x Wblue + 0.609 (для синего лазера)
Dnir = 0.603 x Wnir + 0.311 (для NIR-лазера)
Конечно же, нельзя полноценно оценить эффективность лазерной готовки пищи без дегустации. Двум испытуемым были предоставлены образцы, приготовленные лазером и на гриле. Оба предпочли первый вариант ввиду его более однородной текстуры и более высокой степени сочности.
Для более подробного ознакомления с нюансами исследования рекомендую заглянуть в доклад ученых и дополнительные материалы к нему.
Эпилог
Из вышеописанных результатов становится вполне очевидно, что лазерное приготовление с программным управлением дает гораздо больше контроля в аспектах пространственно-временного разрешения, чем классические методы обработки пищи. Лазеры могут обеспечить поджаривание, подрумянивание или приготовление пищи с проникновением вглубь за счет изменения длины волны лазерного луча и схемы сканирования. Лазеры ближнего и среднего инфракрасного диапазона могут обеспечить подрумянивание и жарку на уровне поверхности, в то время как синие лазеры больше подходят для проникающей обработки. Важными аспектами использования лазера, влияющими на качество конечного продукта, являются длина волны и схема прохождения лазера по образцу.
Поскольку у разработанного метода глубина проникновения лазерного воздействия невелика, он больше подходит для приготовления тонкослойных пищевых продуктов. Следовательно, этот метод можно применять либо самостоятельно (обработка пищи), либо в интеграции с 3D-печатью, когда каждый слой печатного продукта обрабатывается поэтапно.
По словам ученых, их метод подойдет не только как замена классических методов обработки, но и как вспомогательный инструмент. Возможность настраивать мощность лазерного воздействия и схему прохождения лазерного луча позволяют буквально рисовать любой желаемый рисунок на поверхности продукта. Кроме того, данный метод позволяет готовить продукт в упаковке, что значительно снижает степени микробного воздействия на пищу.
Естественно, авторы разработки не считают ее полностью готовой к коммерческой реализации, так как предстоит еще немало тестов и расчетов. Однако уже сейчас они с уверенностью заявляют, что лазеры — это будущее кулинарии. Будет ли курица лазер так же популярна в будущем, как и курица гриль сейчас, покажет время.
Автор: @Dmytro_Kikot
Источник: https://habr.com/
Понравилась статья? Тогда поддержите нас, поделитесь с друзьями и заглядывайте по рекламным ссылкам!