
 Станки глубокого сверления применяются практически в любом машиностроении: при производстве автомобилей и тракторов, речных и морских судов, в приборостроении. Большинство деталей с глубокими отверстиями изготовлены из отливок, гибкой и последующей сваркой в трубы, прокаткой и т.д., т.е. более производительными технологиями. К данной группе оборудования предъявляют жесткие специфичные требования: они должны обладать возможностью быстрой сменой и установкой заготовок; удаление стружки должен выполняться без остановок; должны иметь эффективную возможность охлаждения и очистки СОЖ; должны быть безопасными для персонала. Рязанским производственным предприятием ПКФ «Станкосервис» был передан заказчику новый специальный станок глубокого сверления РТ533 созданный по уникальному проекту. Ранее этот тип станков на территории России не проектировался и не производился.
Станки глубокого сверления применяются практически в любом машиностроении: при производстве автомобилей и тракторов, речных и морских судов, в приборостроении. Большинство деталей с глубокими отверстиями изготовлены из отливок, гибкой и последующей сваркой в трубы, прокаткой и т.д., т.е. более производительными технологиями. К данной группе оборудования предъявляют жесткие специфичные требования: они должны обладать возможностью быстрой сменой и установкой заготовок; удаление стружки должен выполняться без остановок; должны иметь эффективную возможность охлаждения и очистки СОЖ; должны быть безопасными для персонала. Рязанским производственным предприятием ПКФ «Станкосервис» был передан заказчику новый специальный станок глубокого сверления РТ533 созданный по уникальному проекту. Ранее этот тип станков на территории России не проектировался и не производился.
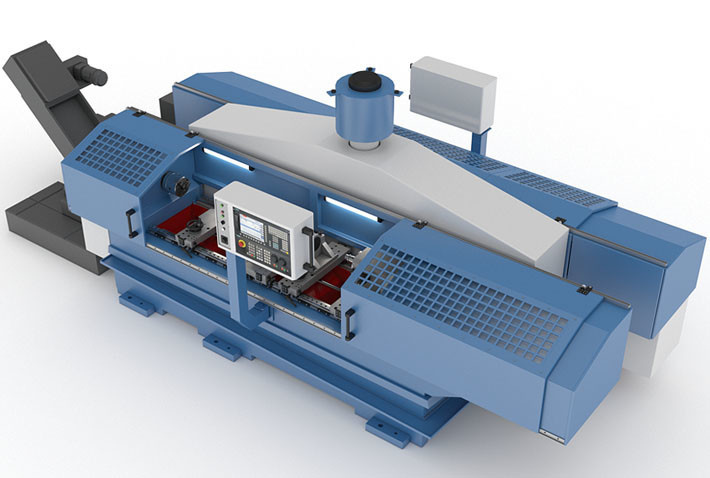
Специальный станок глубокого сверления с ЧПУ РТ533. Изделие из титана в оправках.
Станок РТ533 предназначен для сверления сквозных и глухих отверстий диаметром от 1,2 мм до 20 мм на длину до 450 мм (в оригинальном проекте РТ533/РТ534).
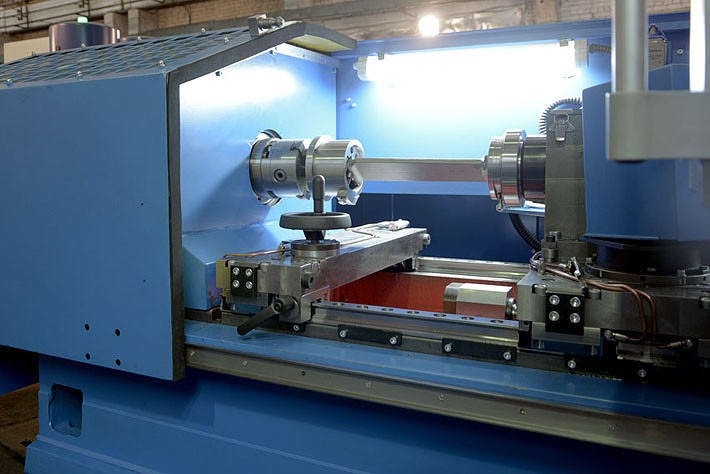
Маслоприемник и бабка инструмента с установленным сверлом диаметром 1,8 мм
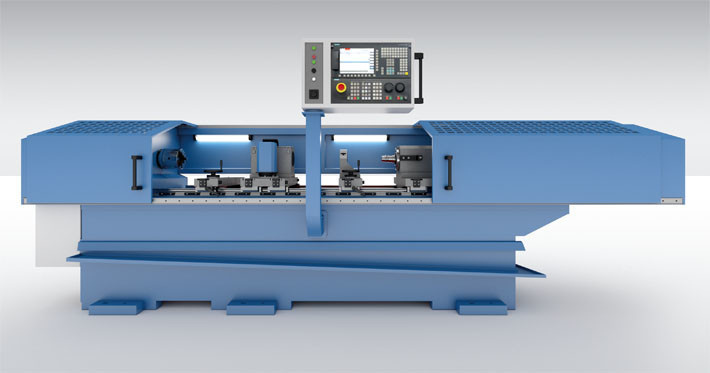
Станок модели РТ533 представляет собой комплекс из 2-х станков глубокого сверления с автоматическим циклом обработки и ручной загрузкой. Станки имеют общее электрооборудование, гидростанцию и транспортер стружки, что существенно экономит место, повышает удобство обслуживания и повышает производительность комплекса в 2 раза.
РТ534 – отдельностоящий станок глубокого сверления
Процесс сверления может происходить с вращением или без вращения обрабатываемой детали, подвижным вращающимся или неподвижным инструментом.
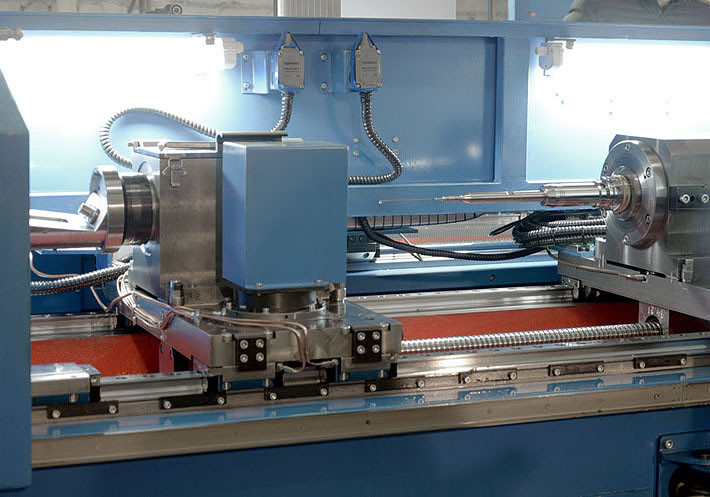
Для обработки длинных деталей предусмотрен люнет изделия, а для большой длины сверления — люнет инструмента. В качестве инструмента используются ружейные сверла с внутренним подводом СОЖ и наружным отводом стружки.

Гидростанция с рабочим давлением 2×150 Бар
В ходе испытаний станок РТ533 подтвердил проектные характеристики и высокую эффективность.
Справка:
Станки для глубокого сверления подразделяются на несколько типов, которые рассмотрим ниже.

Классификация станков для глубокого сверления
Первый тип – токарные. Позволяют обрабатывать тела вращения, предварительно обработанные на другом оборудовании. По конструктивному исполнению передней бабки сходны с классическими токарными станками.
Заготовка закрепляется в патрон, установленный на шпинделе, который предает ей быстрое вращение. Противоположный конец детали устанавливает в люнет (центрирующую опору), если стружка отводится снаружи, поддерживается маслоприемником – специальным устройством, предназначенным для подвода СОЖ в зону резания, а также выполняющего еще ряд функций, если происходит внутренний отвод стружки. Стебель со сверлом устанавливаются в стеблевой бабке или стойке суппорта. По компактности уступают только станкам вертлюжного типа.
Недостатком является отсутствие возможности одновременного двухстороннего сверления.
На станках вертлюжного типа один конец заготовки закрепляется внутри полого шпинделя, обладающим низкими скоростями вращения. У вертлюжных станков одновременно вращаются заготовка и режущий инструмент. Они занимают меньше всего места в цехе, т.е. являются компактными. По потреблению электроэнергии занимают среднее положении относительно токарных станков и станков без вращения заготовки.
Основные узлы сходны с узлами токарных станков. В некоторых моделях, шпиндель имеет 2 патрона для установки деталей. Станки этого типа применяют для сверления глубоких отверстий в заготовках чувствительных к высоким частотам вращения: имеющих эксцентриситет – ось отверстия смещена относительно основной оси, а также детали имеющие дисбаланс или большой вес.
Двухстороннее сверление целесообразно использовать только при производстве большого количества деталей, т.е. массово, при очень длинных отверстиях без предъявления высоких требованиях к точности отверстия, сверлении труднообрабатываемых материалов или двух соосных глухих отверстий.
Недостатком метода является необходимость одновременного наличия правых и левых сверл.
Чтобы обработать два и более параллельных отверстия применяются станки без вращения заготовок. Сверление может осуществлять стеблевая бабка, которая перемещается относительно неподвижной заготовки, либо деталь устанавливается на стол, который имеет возможность продольного перемещения. По потреблению электроэнергии станки являются самыми экономичными. Недостаток данного типа оборудования – плохое качество сверления.
По степени автоматизации станки можно классифицировать на три группы:
- автоматы;
- полуавтоматы – являются самыми распространенными;
- ручные.
Процесс и методы глубокого сверления
Глубокое сверление применяется только в том случае, когда необходимо получить отверстие определенной точности и качества и этот метод будет наилучшим по производительности.
При сверлении глубоких отверстий возникает основная проблема — отвод стружки и смазочно-охлаждающей жидкости, поэтому принудительно производят постоянный отвод стружки за счет подачи под давлением СОЖ или сжатого воздуха.
Глубокое сверление можно проводить двумя методами:
- Сплошное – в детали высверливается полое отверстие (традиционное сверление);
- Кольцевое – в детали высверливается часть материала в виде кольца так, что внутри остается стержень. Если отверстие проходное, то стержень отделяется от детали, если глухое – стержень удаляют специальными методами.
Этот метод применяется когда необходимо обработать отверстия длиной более 80 диаметров сверла.
Источники: https://sdelanounas.ru/, http://stankiexpert.ru/
Понравилась статья? Тогда поддержите нас, поделитесь с друзьями и заглядывайте по рекламным ссылкам!
