
Специалистами компании MULTICUT завершена разработка системы ЧПУ для фрезерно-гравировального оборудования. ЧПУ MULTICUT является продуктом 2х летней работы, целью которой было создание простой, надежной и функциональной системы, легко конфигурируемой под новые разработки оборудования и предназначенной для замены распространенных на данный момент пультовых систем с целью улучшения пользовательских характеристик для оператора и повышения производительности оборудования. Система ЧПУ MULTICUT может осуществлять контроль над 5-и осевым обрабатывающим центром с автоматической сменой инструмента и широким набором дополнительных опций. После проведения заводских испытаний система поступит в серийное производство.
Предприятие MULTICUT образовано в 2009 году. Основное направление деятельности — выпуск отечественных координатных установок с ЧПУ для решения различных производственных задач. Завод по производству оборудования расположен в Новосибирской области.
Ассортимент оборудования
Компания «Мультикат» (MULTICUT) — ведущий производитель фрезерно-гравировальных станков с ЧПУ в России. Производит широкий спектр моделей с различными опциями и инструментальной оснасткой.
- Оснащенные шпинделем для фрезерно – гравировальной обработки материалов наши станки находят применение в авиационной, станкостроительной, корабельной, домостроительной, мебельной, ювелирной, рекламной промышленности.
- Установки плазменной резки металла производятся с применением различных источников плазменной резки от премиальных до эконом-класса, что позволяет нашим клиентам приобретать оборудование, соответствующее производственным потребностям.

Проектирование оборудования MULTICUT производится на основе:
- изучения опыта мировых бюджетных и топовых производителей подобного оборудования;
- обобщения собственного опыта эксплуатации оборудования;
- с учетом опыта и пожеланий наших клиентов;
- анализа неполадок стороннего оборудования, обслуживаемого нашей сервисной службой.
Получаемый из этих источников материал позволяет быть в курсе новых тенденций рынка и производить прогрессивные разработки, регулярно улучшать технические характеристики, повышать надежность существующего оборудования.
Проектирование с нуля или внесение доработок в существующее оборудование может производиться по индивидуальным требованиям заказчика. При этом гарантируется минимально-возможные сроки выполнения проектных работ и производства оборудования. Такая оперативность является следствием работы единой структуры, проектирующей и производящей оборудование.
Станки производятся из высококачественного профильного металлопроката, произведенного по ГОСТУ на Российских предприятиях. Толщина металла на основных конструктивных элементах, станине и портале, составляет от 6 миллиметров. Для примера, вес станины координатной установки с рабочим полем 2030х3050мм – 1290 кг, портал весит до 380 кг.
На фрезерном участке под направляющие фрезеруются посадочные места. На этом этапе закладывается точность будущего оборудования. Обработка происходит на специализированном центре, предназначенном для крупногабаритных изделий.
Окраска станка производится специализированной двухкомпонентной краской, защищающей оборудование от коррозии, устойчивой к механическому износу, сколам, воздействию смазывающих и охлаждающих материалов.
Сборка
1. Приводная механика
 Для обеспечения подвижности портальной установки применяются линейные направляющие, подшипники и шарико-винтовые пары производства HIWIN. Концерн HIWIN — это предприятие с мировой известностью, производящее высококачественные комплектующие.
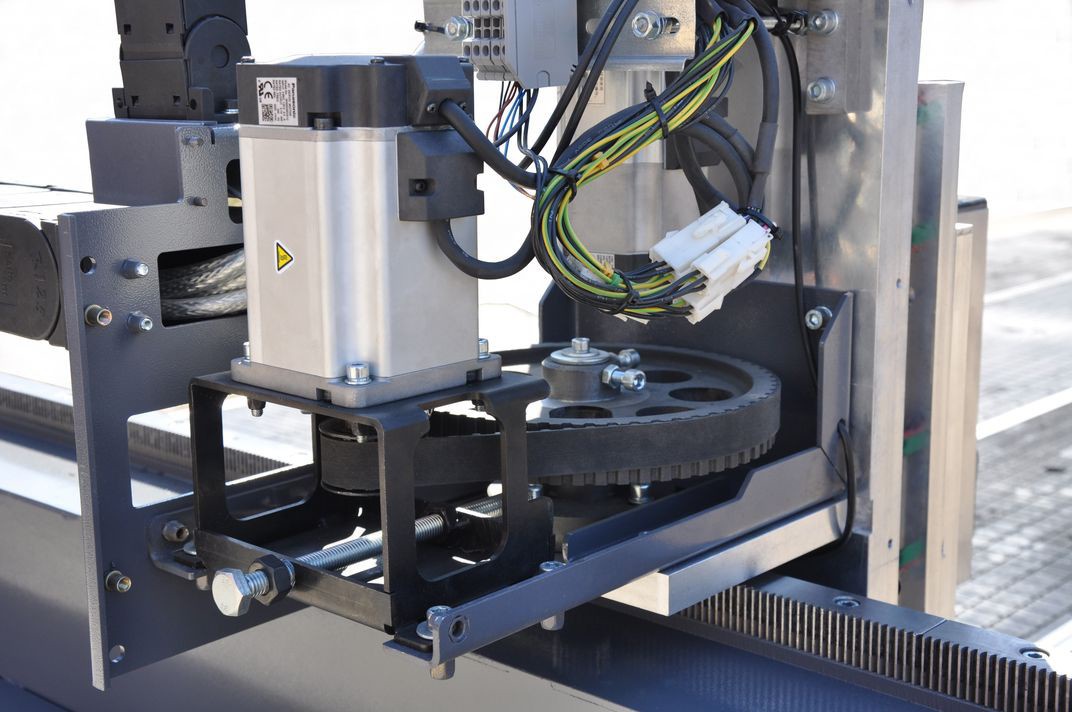
Для обеспечения подвижности портальной установки применяются линейные направляющие, подшипники и шарико-винтовые пары производства HIWIN. Концерн HIWIN — это предприятие с мировой известностью, производящее высококачественные комплектующие.Зубчатые рейки и шестерни приводной системы станка имеют косозубую рабочую область. Косозубая передача обеспечивает мягкий вход зуба в зацепление и равномерную, без рывков и вибрации, подачу, что позволяет эксплуатировать оборудование на предельных скоростях и получать высокое качество поверхности обрабатываемого изделия.
Направляющие и зубчатые рейки снабжены защитой, предотвращающей их механические повреждения и защищающей от прямого попадания продуктов обработки материала.
2. Система центральной смазки
Для быстрого и удобного обслуживания линейных подшипников и гаек ШВП, нуждающихся в регулярной смазке, применяется централизованная система, позволяющая оператору быстро производить процедуру обслуживания.
3. Редукторы
Зубчатая передача или ШВП приводятся во вращение шаговыми или серво двигателями. Вращение передается через ременной или планетарный редуктор. Узел ременного редуктора имеет удобную регулировку зацепления зубчатой передачи и натяжения ремня. Ременная передача практически исключает появление люфта, проста в обслуживании и недорога в ремонте. Коэффициент редукции 1:5.
Планетарный редуктор более точно позиционирует станок, придает дополнительную мягкость хода, которая повышает качество обработки изделия. Коэффициент редукции 1:10.
Для обработки дерева, пластиков и не прецизионной обработки цветных металлов рекомендуется оборудование с ременными редукторами.
4. Шаговые приводы
На станки MULTICUT в шаговом варианте устанавливаются контроллеры YAKO и приводы MIGE. Качество этих компонентов проверено с 2009 года плотным сотрудничеством наших компаний. Для производства оборудования контроллеры и приводы поставляются напрямую от производителей, что на 100% исключает возможность их подделки.
На данный момент на крупногабаритные станки MULTICUT устанавливаются шаговые приводы мощностью 400 Вт, а на настольные фрезерно-гравировальные станки 200 Вт. Приводы обладают высоким крутящим моментом, обеспечивающим станкам динамичность и возможность эксплуатации при ускорениях 1500м/с2 и выше.
5. Сервоприводы
Оборудование MULTICUT в серво варианте оснащается приводами и контроллерами DELTA. Концерн DELTA – один из мировых лидеров в производстве промышленной автоматики и приводных систем. Высокое качество продукции и применение самых передовых технологий при производстве обеспечивается мощным штатом разработчиков. Поставки комплектующих DELTA для производства оборудования MULTICUT выполняются российским представителем концерна с полной гарантией подлинности торговой марки.
В оборудовании MULTICUT применяется сервосистема Delta Electronics ASDA-B2 Series. Это новейшая разработка в «B» серии с более высоким разрешением энкодера, улучшающим точность позиционирования привода и повышенной частотой управления системы, обеспечивающей высокую скорость работы и мгновенную реакцию на отклонения. Станки MULTICUT стандартно комплектуются приводами XY-750Вт, Z-400 или 750 Вт в зависимости от модели.
При производстве оборудования с повышенными мощностными и динамическими характеристиками применяется сервосистема компании ESTUN. Компания ESTUN производит приводную технику и системы управления оборудованием с 1993 года. Огромный опыт компании, накопленный за это время, напрямую отражается на качестве производимой продукции. При производстве оборудования MULTICUT применяются приводы EMG10AFB22 и контроллеры PRONET-10AMF мощностью от 1 кВт.
6. Кабельные цепи
Надежность оборудования с подвижными элементами, такими как портал и каретка, даже при использовании самых передовых компонентов будет низкая, если не уделить должного внимания качеству кабельных цепей. В оборудовании MULTICUT применяется кабельная продукция немецких компаний ÖLFLEX® (LAPP GROUP) и Nexans специализированной серии, применяемой в подвижных соединениях. Такой тип кабеля рассчитан на многолетнюю эксплуатацию в подъемных кранах, скоростных лифтах, промышленных роботах, автоматизированных производственных линиях. От внешних механических повреждений кабель защищен износостойкими траками, качественными гофрированными рукавами и сальниками.
7. Блоки управления
При компоновке блока управления оборудования MULTICUT учитываются вопросы помехозащищенности элементов, тепловые режимы работы оборудования, удобство регламентного обслуживания, надежность коммуникаций, компактность, возможность установки дополнительного оборудования при расширении набора опций станка. В электрической схеме высокочастотные и слаботочные проводники разнесены по разным каналам, силовая и управляющая электроника максимально удалены друг от друга и разделены экраном. Все элементы блока управления замкнуты на монтажной пластине в единый заземляющий контур, стабилизирующий общую работу системы управления. Пусковая и защитная автоматика блока управления, а также коммутационные элементы устанавливаются от производителей АВВ, SCHNEIDER. Система вентиляции блока управления конвекционная, без применения вентиляторов и воздушных фильтров, не нуждается в ревизии и ремонте.
8. Системы ЧПУ
Для различных задач оборудование оснащается соответствующими широко известными на рынке системами управления.
Координатные установки на выбор покупателя могут быть дополнены системой управления WEIHONG NK 105 различных модификаций или системой NC Studio.
Система представляет собой ручной пульт управления и блок ЧПУ, устанавливаемый на станок. Задание на обработку материала формируется на ПК с применением описанных ниже программ в G кодах и передается на станок по USB интерфейсу. Во внутренней памяти блока ЧПУ может храниться до 100 заданий на обработку материала. С помощью ручного пульта управления происходит позиционирование рабочего инструмента, установка режимов обработки материала, выбор и запуск программы обработки.
Система представляет собой интегрируемую в ПК плату, соединенную со станком кабелем управления. Задание на обработку материала формируется с применением описанных ниже программ в G кодах. С помощью клавиатуры ПК производится позиционирование рабочего инструмента, установка режимов обработки материала, выбор и запуск программы обработки.
Перечисленные системы просты в управлении, обучение базовым приемам работы занимает один день и производится нашим инженером при проведении пусконаладочных работ. Сложные задачи по обработке материалов решаются с применением базовых знаний и консультаций со специалистами службы технической поддержки.
По желанию вы можете бесплатно пройти стажировку на оборудовании MULTICUT на действующем производстве в Новосибирске или в демонстрационном зале в Москве.
9. Программное обеспечение
Задания по обработке материалов рассчитываются на персональном компьютере в специализированных программах. Готовое задание представляет собой G-код. В приведенном ниже списке популярные и недорогие программные продукты, предназначенные для этих целей.
Понравилась статья? Тогда поддержите нас, поделитесь с друзьями и заглядывайте по рекламным ссылкам!