 Норвежская компания Jotun запустила свое предприятие по выпуску красок в Ленинградской области. Об этом «ЛКМ Порталу» сообщил директор по маркетингу «Йотун Пэйнтс» Вячеслав Скачков. Первый российский завод Jotun расположился в Тосненском районе региона на территории индустриального парка «Федоровское». Общий объем инвестиций составил около 2 млрд рублей. Предприятие будет выпускать 3600 тонн порошковых покрытий и 12 млн литров красок в год. В производстве задействованы порядка 150 человек.
Норвежская компания Jotun запустила свое предприятие по выпуску красок в Ленинградской области. Об этом «ЛКМ Порталу» сообщил директор по маркетингу «Йотун Пэйнтс» Вячеслав Скачков. Первый российский завод Jotun расположился в Тосненском районе региона на территории индустриального парка «Федоровское». Общий объем инвестиций составил около 2 млрд рублей. Предприятие будет выпускать 3600 тонн порошковых покрытий и 12 млн литров красок в год. В производстве задействованы порядка 150 человек.

Напомним, российское подразделение норвежского производителя «Йотун Пэйнтс» в конце мая 2017 года получило разрешение на запуск первого лакокрасочного завода в РФ.

Компания подписала договор купли-продажи земельного участка под строительство завода еще в 2011 году. Проектная производительность предприятия составляла 15 миллионов литров жидких красок и 3000 тонн порошковых покрытий в год. Планировалось запустить производство в 2013 году.
Справка:
Порошковое покрытие представляет собой слой полимерных порошков, которые сперва напыляют на поверхность изделия, а затем подвергают полимеризации при определенной температуре в специальной печи (печи полимеризации).
Базовая технология порошковой окраски металла состоит из трех основных этапов:
- Подготовка поверхности к покраске (включает удаление загрязнений и окислов, обезжиривание и фосфатирование для повышения адгезии и защиты изделия от коррозии).
- Нанесение слоя порошковой краски на окрашиваемую поверхность в камере напыления.
- Оплавление и полимеризация порошкового покрытия в печи полимеризации. Формирование пленки покрытия. Охлаждение и отвержение краски.
При больших объемах производства или обработке крупногабаритных деталей используется транспортная система. С ее помощью окрашенные изделия легко перемещаются от станции к станции. Принцип ее действия заключается в том, что окрашиваемые детали подаются на специальной подвеске или тележках, которые передвигаются по рельсам. Транспортная система позволяет проводить процесс окраски непрерывно, за счет чего значительно увеличивается производительность работы.
Вначале процесса порошковой окраски производится загрузка частей на конвейерную ленту. При предварительной обработке поверхности перед окрашиванием детали попадают в пятиступенчатый очиститель, где подвергаются обработке очистителем, споласкиванию чистой водой, фосфатированию и антикоррозийной обработке.
После этого детали подвергаются сушке. Для этого они прогоняются через специальную печь для просушки с целью предотвращения попадания на них влаги, после чего они охлаждаются.
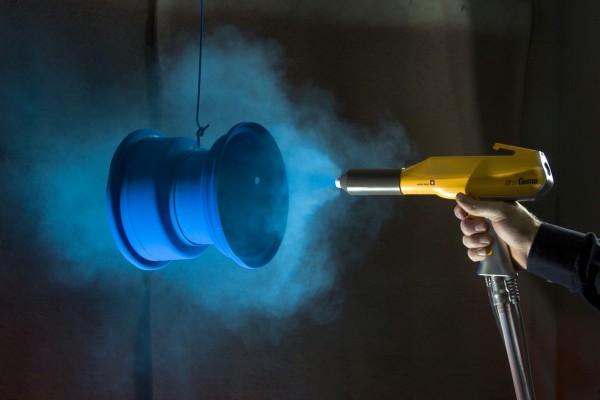
На следующем этапе детали помещаются в камеру окрашивания или напыления, где порошковая краска вручную распыляется на деталь с помощью электростатического распылителя под действием сжатого воздуха. В распылителе частицы краски приобретают электрический заряд. Под действием электростатических сил частицы порошка притягиваются к поверхности и располагаются на ней равномерными слоями.
После этого детали с нанесенной порошковой краской помещаются в печь или камеру полимеризации приблизительно на 10 минут для непосредственного окрашивания детали. Температура в печи достигает 150-220 градусов. Здесь частицы порошка оплавляются и закрепляются на окрашиваемой поверхности. Этот процесс также называют формированием поверхности. После образования пленки покрытия детали охлаждаются и снимаются с конвейера.

Нанесение порошковой краски
После того как детали покидают участок предварительной обработки, они ополаскиваются и высушиваются. Сушка деталей производится в отдельной печи или в специальной секции печи отвержения. При использовании печи отвержения для просушки размеры системы снижаются, и отпадает необходимость использования дополнительного оборудования.
Когда детали полностью просушиваются, они охлаждаются при температуре воздуха. После этого они помещаются в камеру напыления, где на них наносится порошковая краска. Основное назначения камеры заключается в улавливании порошковых частиц, не осевших на изделии, утилизации краски и предотвращении ее попадания в помещение. Она оснащена системой фильтров и встроенными средствами очистки (например, бункерами, виброситом и т.д.), а также системами отсоса. Камеры делятся на тупиковые и проходные. Обычно в тупиковых камерах окрашиваются малогабаритные изделия, а в проходных – длинномерные.
Также существуют автоматические камеры напыления, в которых с помощью пистолетов-манипуляторов краска наносится за считанные секунды.
Наиболее распространенным способом нанесения порошковых покрытий является электростатическое напыление. Оно представляет собой нанесение на заземленное изделие электростатически заряженного порошка при помощи пневматического распылителя (их также называют пульверизаторами, пистолетами и аппликаторами). Любой распылитель сочетает в себе ряд различных режимов работы:
- напряжение может распространяться как вверх, так и вниз;
- может регулироваться сила потока (напор, течение струи) краски, а также скорость выхода порошка;
- может меняться расстояние от выхода распылителя до детали, а также размер частиц краски.
Сначала порошковая краска засыпается в питатель. Через пористую перегородку питателя подается воздух под давлением, который переводит порошок во взвешенное состояние, образовывая так называемый «кипящий слой» краски. Сжатый воздух может также подаваться компрессором, создавая при этом местную область «кипящего слоя». Далее аэровзвесь забирается из контейнера при помощи воздушного насоса (эжектора), разбавляется воздухом до более низкой концентрации и подается в напылитель, где порошковая краска за счет фрикции (трения) приобретает электростатический заряд. Это происходит следующим образом. Зарядному электроду, расположенному в главном ружье, сообщается высокое напряжение, за счет чего вырабатывается электрический градиент. Это создает электрическое поле вблизи электронов. Частицы, несущие заряд, противоположный заряду электрода, притягиваются к нему. Когда частицы краски прогоняются через это пространство, частицы воздуха сообщают им электрический заряд.
При помощи сжатого воздуха заряженная порошковая краска попадает на нейтрально заряженную поверхность, оседает и удерживается на ней за счет электростатического притяжения.
Различают две разновидности электростатического распыления: электростатическое с зарядкой частиц в поле коронарного заряда и трибостатическое напыление. При электростатическом способе напыления частицы получают заряд от внешнего источника электроэнергии (например, коронирующего электрода), а при трибостатическом – в результате их трения о стенки турбины напылителя.
При первом способе нанесения краски применяется высоковольтная аппаратура. Порошковая краска приобретает электрический заряд через ионизированный воздух в области коронного разряда между электродами заряжающей головки и окрашиваемой поверхностью. Коронный разряд поддерживается источником высокого напряжения, встроенным в распылитель. Недостатком этого способа считается то, что при его использовании могут возникать затруднения с нанесением краски на поверхности с глухими отверстиями и углублениями. Поскольку частицы краски прежде осаждаются на выступающих участках поверхности, она может быть прокрашена неравномерно.

При трибостатическом напылении краска наносится с помощью сжатого воздуха и удерживается на поверхности за счет заряда, приобретаемого в результате трения о диэлектрик. «Трибо» в переводе означает «трение». В качестве диэлектрика используется фторопласт, из которого изготовлены отдельные части краскораспылителя. При трибостатическом напылении источник питания не требуется, поэтому этот метод гораздо дешевле. Его применяют для окрашивания деталей, имеющих сложную форму. К недостаткам трибостатического метода можно отнести низкую степень электризации, которая заметно снижает его производительность в 1.5-2 раза по сравнению с электростатическим.
На качество покрытия может влиять объем и сопротивление краски, форма и размеры частиц. Эффективность процесса также зависит от размеров и формы детали, конфигурации оборудования, а также времени, затраченного на покраску.
В отличие от традиционных способов окрашивания, порошковая краска не теряется безвозвратно, а попадает в систему регенерации камеры напыления и может использоваться повторно. В камере поддерживается пониженное давление, которое препятствует выходу из нее частиц порошка, поэтому необходимость в применении рабочими респираторов практически отпадает.
На заключительной стадии окрашивания происходит плавление и полимеризация нанесенной на изделие порошковой краски в камере полимеризации.
Полимеризация
После нанесения порошковой краски изделие направляется на стадию формирования покрытия. Она включает оплавление слоя краски, последующее получение пленки покрытия, его отвержения и охлаждения. Оплавление и полимеризация происходят в специальной печи. Существует много разновидностей камер полимеризации, их конструкция может меняться в зависимости от условий и особенностей производства на конкретном предприятии. С виду печь представляет собой сушильный шкаф с электронной «начинкой». При помощи блока управления можно контролировать температурный режим печи, время окрашивания и настраивать таймер для автоматического отключения печи при завершении процесса. Источниками энергии для печей полимеризации могут служить электричество, природный газ и даже мазут.
Печи делятся на проходные и тупиковые, горизонтальные и вертикальные, одно- и многоходовые. Для тупиковых печей важным моментом является скорость подъема температуры. Этому требованию в наибольшей степени соответствуют печи с рециркуляцией воздуха. Камеры нанесения из диэлектриков с электропроводным покрытием обеспечивают равномерное распределение порошковой краски на поверхности детали, однако при неправильном использовании они могут накапливать электрические заряды и представлять опасность.
Оплавление и полимеризация происходит при температуре 150-220 °С в течение 15-30 минут, после чего порошковая краска образует пленку (полимеризуется). Основным требованием, предъявляемым к камерам полимеризации, является поддержание постоянной заданной температуры (в разных частях печи допускается разброс температуры не менее 5°С) для равномерного прогрева изделия.

При нагреве в печи изделия с нанесенным слоем порошковой краски частицы краски расплавляются, переходят в вязкое состояние и сливаются в непрерывную пленку, при этом вытесняя воздух, находившийся в слое порошковой краски. Часть воздуха может все же оставаться в пленке, образовывая поры, ухудшающие качество покрытия. Для избежания появления пор окраску следует проводить при температуре, превышающей температуру плавления краски, а покрытие наносить тонким слоем.
При дальнейшем нагревании изделия краска глубоко проникает в поверхность и затем отвержается. На этом этапе формируется покрытие с заданными характеристиками структуры, внешнего вида, прочности, защитных свойств и т.д.
При окраске больших металлических деталей температура их поверхности поднимается значительно медленнее, чем у тонкостенных изделий, поэтому покрытие не успевает полностью затвердеть, в результате чего снижается его прочность и адгезия. В этом случае деталь предварительно нагревают или увеличивают время его отвержения.
Отвержение рекомендуется производить при более низких температурах и в течение более продолжительного периода времени. При таком режиме снижается вероятность возникновения дефектов, и улучшаются механические свойства покрытия.
На время получения необходимой температуры на поверхности изделия влияют масса изделия и свойства материала, из которого изготовлена деталь.
После отвержения поверхность подвергается охлаждению, которое обеспечивается за счет удлинения конвейерной цепи. Также для этой цели используются специальные камеры охлаждения, которые могут являться частью печи отвержения.
Соответствующий режим для формирования покрытия необходимо подбирать с учетом вида порошковой краски, особенностей окрашиваемого изделия, типа печи т.д. Необходимо помнить, что для нанесения порошкового покрытия решающую роль играет температура, особенно при нанесении покрытия на термостойкие пластмассы или изделия из древесины.
По окончании полимеризации изделие охлаждается на воздухе. После остывания изделия покрытие готово.

Понравилась статья? Тогда поддержите нас, поделитесь с друзьями и заглядывайте по рекламным ссылкам!